Stabiliser Skin
Monday, 13th June, 2016
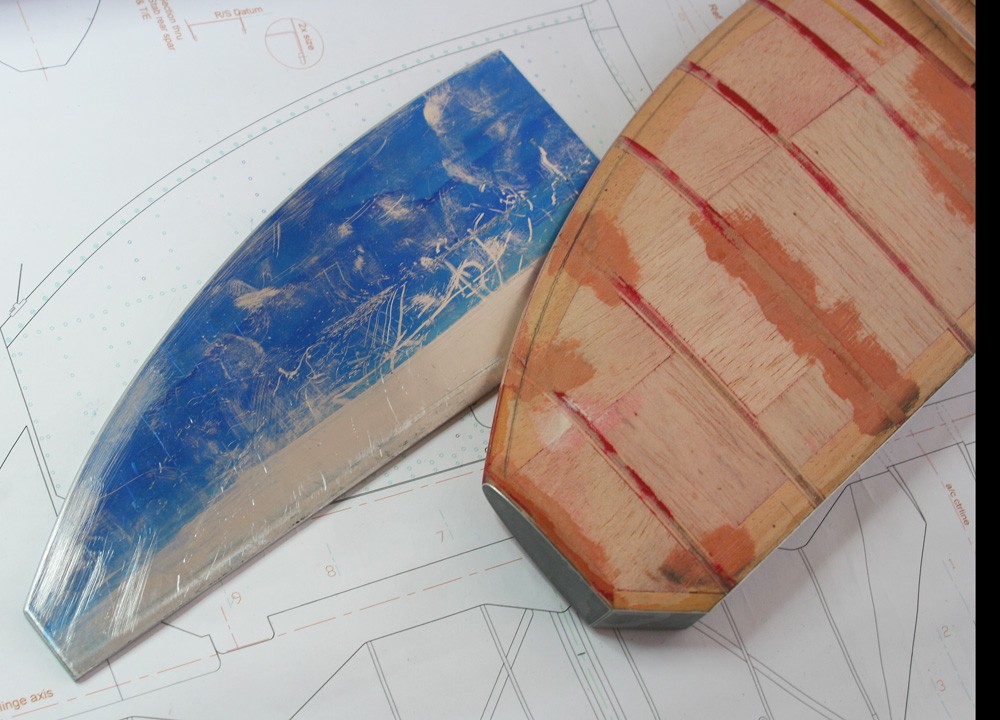
Metal skinning of the horizontal stabiliser is straightforward, and it begins with the facing of the trailing edge and tips with un-softened litho plate.
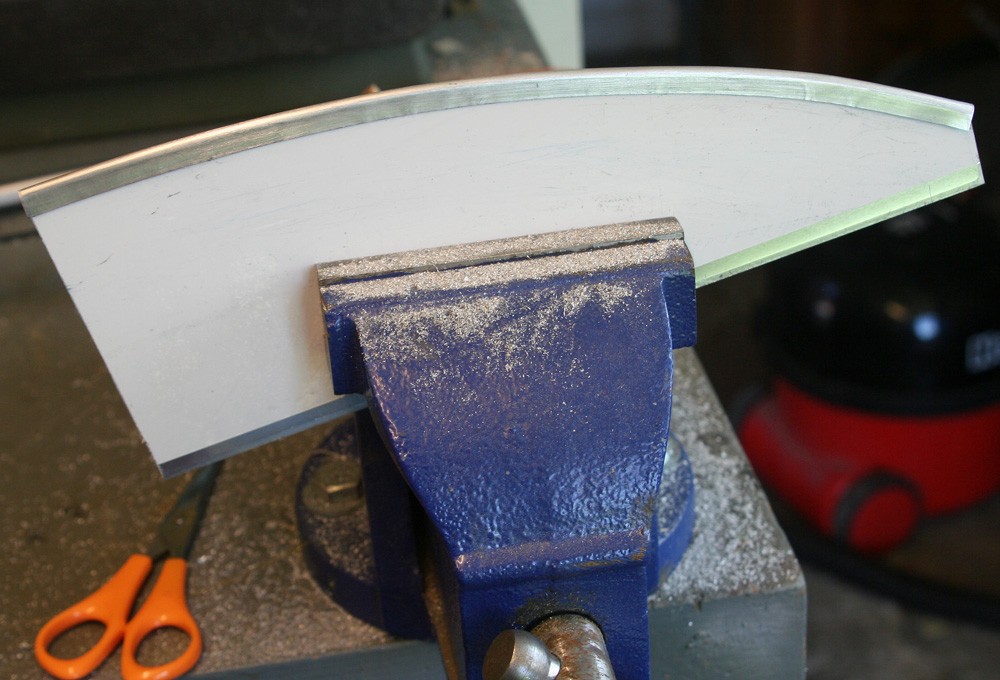
The biggest challenge is the narrow U-shaped strip that caps the leading edge, but even this is easier than it might seem, and it involves a very simple former cut from 1/8-in. aluminium plate. The exact thickness of plate is not critical so long as it approximates to but does not exceed the radius of the L/E apex. The former is shown in my first picture.
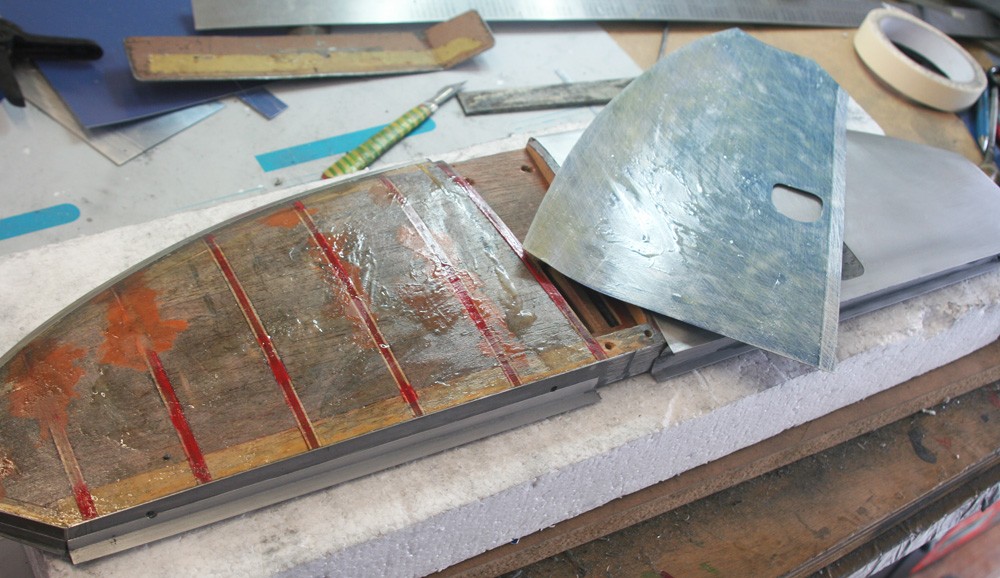
The next stage requires two inch-wide strips of litho plate, both of which are gently but thoroughly softened with a blowtorch. This job is easier to do than describe, so just take my word that with the former gripped in the vice, the soft alloy strip can be coaxed, pinched and pummelled with the fingers and a balsawood block until it fits the former like a glove, and without wrinkles! Now here’s the trick – it matters not that the resulting U-section is overly tight and has parallel sides, when gently offered up to the wooden stabiliser core, it opens up easily very easily to exactly adopt the underlying contours. The depth of the piece can then be marked on with dividers top and bottom and the excess material trimmed away with sharp curve-bladed scissors. I emphasise that cutting the thin and very soft metal with scissors does require extreme patience and care, but it can be done and it can be done accurately; moreover, any inadvertent distortion of the piece in the process is immediately retrievable by offering it back onto the stabiliser to recover the shape.
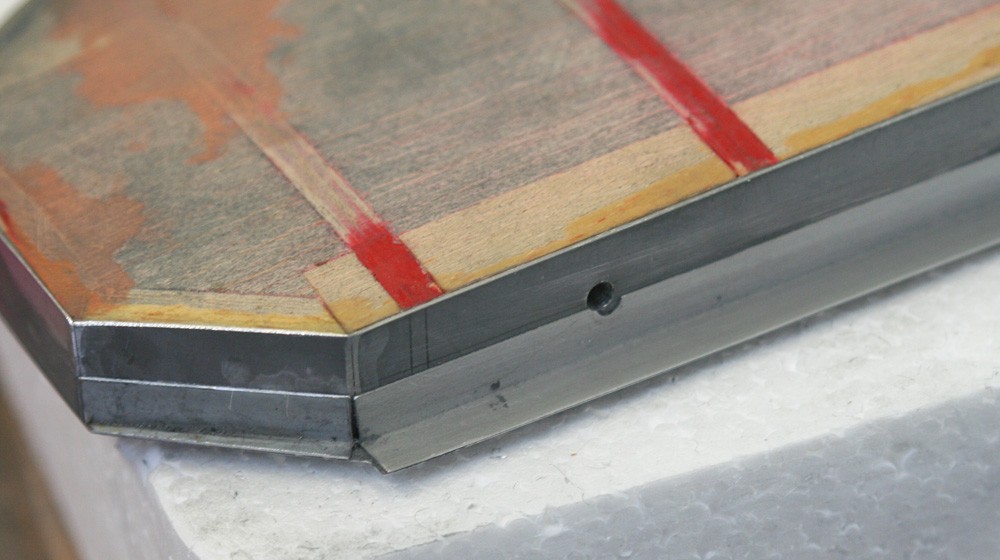
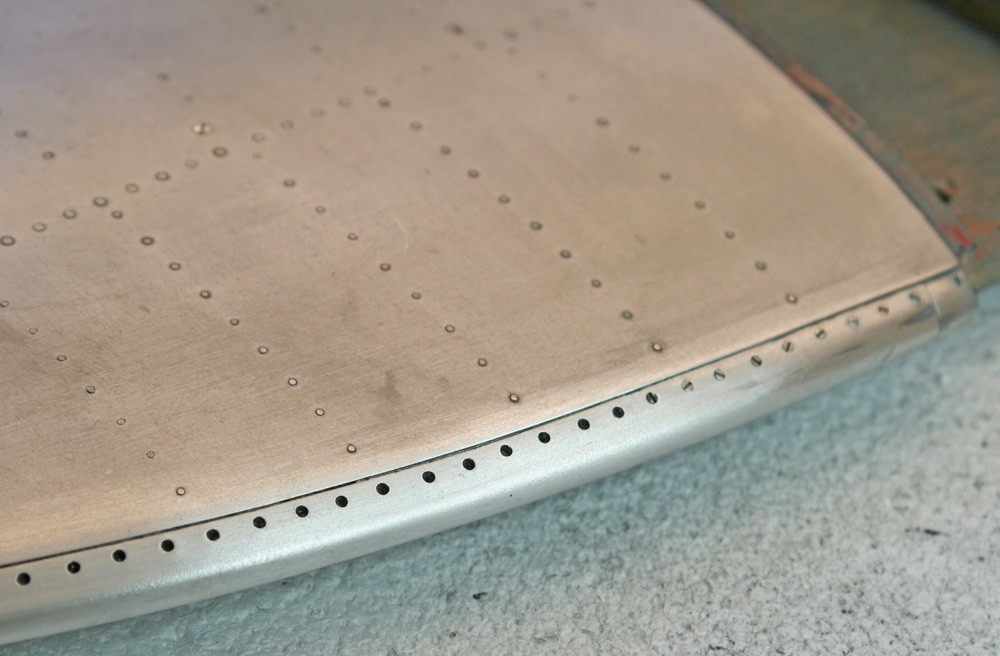
With the leading edge pieces glued in place, the top and lower skins can be added, each from a single sheet, but remembering to cut away beforehand the two D-shaped inspection plates in the latter. I use a paper template (made like a brass rubbing) to approximate the leading edge panel seam, and then fine tune afterwards. It doesn’t take long. The other thing to remember is to allow for the required overhang at the trailing edge, which is subsequently reinforced by litho plate right-angle section and secured using contact adhesive and/or superglue. Since both the upper and lower surfaces embody only minor curvature, little or no annealing of the litho plate is required.
I use EvoStik almost exclusively in the metal cladding process, reinforced with cyanoacrylate where necessary. Very thin superglues work perfectly because, when introduced at the glued edges, they get sucked by capillary action deep into the piece and reinforce the bond enormously.
Rivet detail took almost three full days of work, including the numerous tiny countersunk steel screws that adorn the lower half of the leading edge. I will have more to say about replicating screw fasteners of various kinds shortly.